
![[field:title/]](http://www.huaxingjixie.net/client/images/banner1.jpg)
![[field:title/]](http://www.huaxingjixie.net/client/images/banner2.jpg)
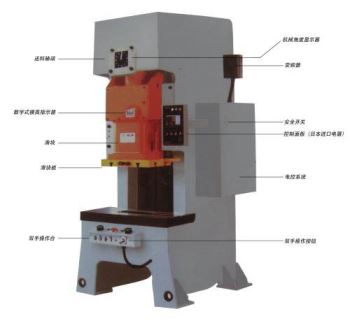
在使用开式单点精密冲床的时候,有时候会出现偏料的情况,出现此类情况该怎样解决呢?下面就来一起了解一下吧。
1、调整开式单点精密冲床压料弹簧的压紧力,确保弹簧有压紧材料,直至用手无法拉动材料为止。特别注意压料弹簧的压紧力左右两边需保持一致,相差太多则直接引起偏料。
2、如果机器的材料太厚,加上待料区太长,导致材料下垂的弧度大,向后拉扯的力度大,就会出现偏料的情况。可以针对开式单点精密冲床厚板材料的输送,增设支撑待料架以代替传统的感应架,在实际使用中对材料起到托起作用,确保不会因扯动造成材料偏料。
3、检查机器的放松气缸是否只接有一条气管,若是则需把两根气管都同时接上。
以上就是由华星开式单点精密冲床厂家为大家带来的介绍,希望对大家有所帮助。







